干粉砂浆生产线 现代化建筑材料的核心制备系统

干粉砂浆,作为一种预拌的干态混合物,主要由胶凝材料(如水泥、石膏)、骨料(如石英砂)以及各类功能性添加剂(如保水剂、增稠剂、可再分散乳胶粉等)按精确配方混合而成。它在施工现场仅需加水搅拌即可使用,具有质量稳定、施工便捷、环保高效等显著优势,已广泛应用于建筑砌筑、抹灰、地面找平、防水、保温及装饰等领域。
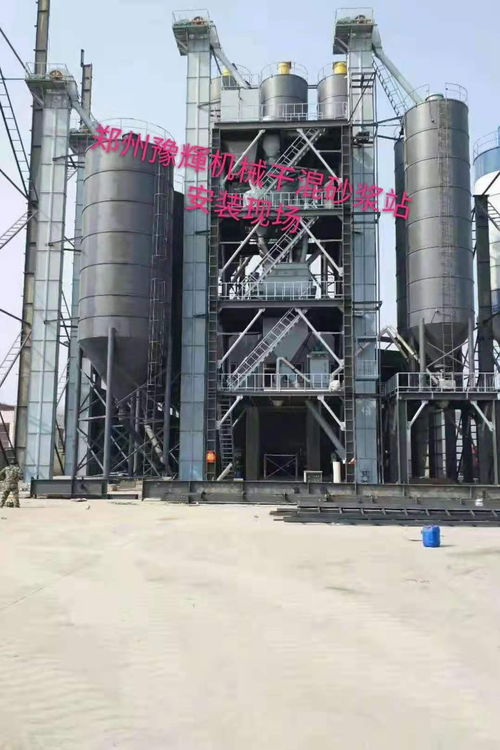
而干粉砂浆生产线,正是实现这种高品质建筑材料规模化、自动化生产的核心装备系统。一条完整的现代化干粉砂浆生产线,绝非简单的物料混合,而是一个集成了原料储存、精准计量、高效混合、成品储存与包装、除尘环保及智能控制于一体的复杂工业体系。
一、 生产线的主要构成系统
- 原料储存与输送系统:这是生产线的基础。通常包括大型筒仓(用于储存水泥、粉煤灰等粉料)和干燥砂仓(配备筛分与烘干设备,确保砂料含水率合格)。物料通过螺旋输送机、斗式提升机或气力输送系统被精确输送到下一环节。
- 精密计量系统:干粉砂浆质量的灵魂所在。采用高精度传感器和电脑控制的计量秤,对水泥、砂、外加剂等所有组分进行动态或静态的精确称量,误差通常控制在千分之几以内,确保了产品配方的绝对准确和一致性。
- 高效混合系统:生产线的“心脏”。核心设备是干粉砂浆混合机,常见有无重力双轴桨叶混合机、螺带混合机等。它们能在极短的时间内(通常2-5分钟)实现物料的三维空间对流、剪切和扩散,达到高度均匀的混合效果,且不破坏物料的物理状态。
- 成品包装与散装系统:混合好的成品可进入成品仓暂存。出料方式灵活多样:
- 袋装:通过全自动阀口包装机或敞口袋包装机进行包装,便于运输和零售。
- 散装:将成品直接打入散装运输车或移动筒仓,运至大型工地,通过散装背罐车和现场简易搅拌设备使用,大幅降低包装成本,更环保。
- 除尘系统:贯穿整个生产流程的环保卫士。在物料投料、输送、混合和包装等易产生粉尘的节点设置高效脉冲布袋除尘器,回收粉尘并重新投入生产,实现清洁生产,保护环境和工人健康。
- 智能控制系统:生产线的大脑。采用PLC(可编程逻辑控制器)或DCS(分布式控制系统),实现从配方管理、计量控制、生产流程到故障诊断的全自动化运行。操作人员只需在中央控制室设定参数,即可监控和管理整个生产过程,确保生产的高效与稳定。
二、 生产线的优势与价值
投资建设干粉砂浆生产线,带来的不仅是产品形式的改变,更是生产方式的革新:
- 产品质量飞跃:自动化生产杜绝了人工配料的误差,产品性能稳定可靠,显著提升建筑工程质量。
- 生产效率倍增:连续式或批次式自动化生产,产能可达每小时数十吨至上百吨,远超传统现场搅拌。
- 综合成本降低:规模化集中生产能有效降低原材料采购成本;减少现场材料浪费和损耗;节省大量现场搅拌的人工与场地成本。
- 环保效益显著:工厂化生产极大减少了施工现场的粉尘、噪音污染和污水排放,符合国家绿色建筑和环保政策要求。
- 产品多样化灵活:通过控制系统快速切换配方,可灵活生产普通砂浆(砌筑、抹灰)、特种砂浆(瓷砖胶、保温砂浆、自流平砂浆等)多种产品,快速响应市场需求。
三、 发展趋势与展望
随着“禁现”(禁止现场搅拌砂浆)政策的深入推行和建筑工业化的快速发展,干粉砂浆生产线的技术也在不断进步。未来趋势将更加注重:
- 智能化与信息化:深度融合物联网、大数据技术,实现远程监控、预测性维护和供应链智能管理。
- 柔性化与模块化:设计更灵活的模块化生产线,便于客户根据产能和产品种类进行组合与扩展。
- 绿色与低碳化:进一步优化能耗,利用工业固废作为原料,发展循环经济。
干粉砂浆生产线是现代砂浆工业的基石,它通过高度集成化的自动控制,将分散的原材料转化为标准化、商品化的高性能建筑产品,是推动建筑业走向高质量、高效率、环保可持续发展道路的关键力量。
如若转载,请注明出处:http://www.jlzyhx.com/product/36.html
更新时间:2026-04-10 21:27:38